


Danh mục bài viết
Các bước chính vận hành máy phay CNC Fanuc
Các bước vận hành máy phay CNC hệ điều khiển Fanuc
Bước 1: Chuẩn bị
Trước khi gia công bạn phải kiểm tra dầu và chất làm mát có đầy chưa, nếu không biết cách kiểm tra thì xem trong sách đi kèm máy. Kiểm tra vùng làm việc sạch sẽ tránh các dao cụ và thiết bị còn sót lại trên đó. Nếu máy phay CNC Fanuc của bạn có hệ thống khí nén đi kèm thì cũng kiểm tra coi máy đã bật chưa và áp suất ban đầu phải đạt mức mà máy phay CNC Fanuc yêu cầu.
Bước 2: Khởi động/ Bật máy
Khởi động máy và hệ điều khiển. Công tắc chính nhằm ở phía sau máy. Nút nguồn máy được đặt ở phía góc trên bên trái của bảng điều khiển.
Bước 3: Chọn dụng cụ cắt gọt
Chuẩn bị sẵn các dụng cụ cắt có trong chương trình gia công lên mâm dao đúng vị trí khai báo, không có mâm dao thì gá thủ công sau mỗi lần thay.
Bước 4: Offset chiều dài dao
Tùy từng loại dao được sử dụng, dịch chuyển đầu dao và tìm thông số rồi thiết lập offset chiều dài dao.
Các bước chính vận hành máy phay CNC Fanuc
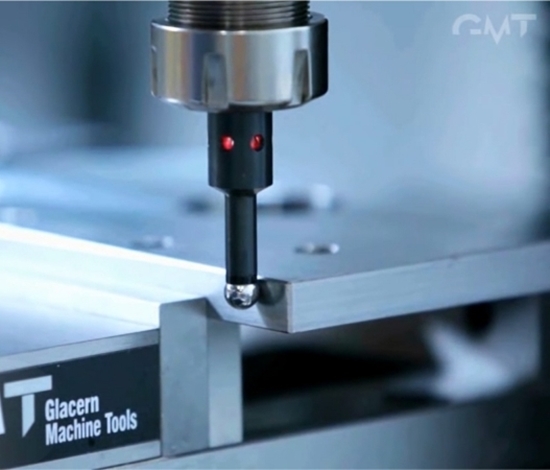
Bước 5: Set phôi
Người thợ vận hành máy có thể sử dụng thiết bị đo kiểm để set phôi hoặc có thể sử dụng trực tiếp dao cắt. Tiến hành di chuyển theo trục X sao cho khoảng cách giữa chi tiết nằm trên bàn máy và dao cắt gần chạm vào nhau, hãy giảm cấp tốc độ di chuyển xuống 0,01 mm. Đặt một mảnh giấy đặt giữa dao cắt và chi tiết gia công.
Tiếp tục di chuyển chậm, tại một thời điểm giấy của bạn sẽ chạm với dao cắt thì khi đó người thợ phải dừng di chuyển trục X , đây là giá trị vị trí trục được yêu cầu cho cài đặt bù.
Nhập giá trị trục X vào bảng Offset trên màn hình điều khiển máy phay CNC Fanuc.
Tiếp tục, Set phôi theo trục Y, di chuyển trục Z hướng lên trên (+), để khi di chuyển trục Y tránh va chạm với chi tiết. Chọn trục Y để di chuyển dao cắt về tọa độ gia công (G54).
Di chuyển trục Y sao cho khoảng cách giữa chi tiết nằm trên bàn máy và dao cắt gần chạm vào nhau, hãy giảm cấp tốc độ di chuyển xuống 0,01 mm. Đặt một mảnh giấy giữa dao cắt và chi tiết gia công.
Tiếp tục di chuyển chậm, tại một thời điểm giấy của bạn sẽ chạm với dao cắt thì khi đó người thợ phải dừng di chuyển trục Y, đây là giá trị vị trí trục được yêu cầu cho cài đặt bù.
Nhập giá trị trục Y vào bảng Offset trên màn hình điều khiển máy phay CNC Fanuc.
Di chuyển thủ công trục Z xuống cho đến khi đầu của công cụ ở gần vị trí Z0. Lấy một mảnh giấy đặt đặt giữa dao cắt và chi tiết gia công và giữ nó. Hãy giảm cấp tốc độ di chuyển xuống 0,01 mm cho đến khi mảnh giấy bị kẹt bạn không thể kéo được do dao cắt đã chạm với bề mặt chi tiết gia công. Chuyển đến trang bù trừ chiều dài dao vào bảng Offset và nhập giá trị Z
Sau khi hoàn thành quy trình trên, khi chương trình của bạn chạy ở. Chế độ tự động, máy cắt của bạn sẽ bắt đầu (G00 X0 Y0) hoạt động tại điểm hiển thị bên dưới.
Bước 6: Tải chương trình CNC
Tải chương trình CNC từ máy tính tới máy phay CNC Fanuc dùng giao tiếp RS-232, bộ nhớ USB, hoặc đĩa mềm. Chương trình CNC được viết ra từ các phần mềm Cad/Cam. Các bạn tham khảo các khóa học phần mềm Cad/Cam tại đây
Bước 7: Chạy chương trình CNC
Chạy chương trình, sử dụng các phần mềm kiểm tra chương trình để loại bỏ hết các lỗi có thể xảy ra trước khi chạy.
Bước 8: Tắt máy
Tháo dao khỏi mâm cặp, dọn sạch vùng làm việc và tắt máy đúng cách. Đảm bảo vùng làm việc đã sạch và đặt dao ở vị trí ban đầu, vị trí mà bạn có thể dễ dàng tìm thấy nó.
Các bước chính vận hành máy phay CNC Fanuc
Bảng mã lệnh G-code và mã lệnh M-code
Bảng mã lệnh M-code (chức năng phụ):
|
M00 |
Tạm dừng chương trình không điều kiện |
|
M01 |
Tạm dừng chương trình có điều kiện |
|
M02 |
Dừng chương trình |
|
M03 |
Trục chính quay theo chiều kim đồng hồ |
|
M04 |
Trục chính quay ngược chiều kim đồng hồ |
|
M05 |
Dừng trục chính |
|
M06 |
Lệnh thay dao tự động |
|
M08 |
Mở dung dịch trơn nguội |
|
M09 |
Tắt dung dịch trơn nguội |
|
M30 |
Kết thúc và trở lại đầu chương trình |
|
M41 |
Trục chính quay ở vùng tốc độ thấp |
|
M42 |
Trục chính quay ở vùng tốc độ cao |
|
M98 |
Gọi chương trình con |
|
M99 |
Kết thúc chưng trình con |
Bảng mã lệnh G-code (chức năng chuẩn bị):
|
FANUC O-MC |
Mô tả chức năng |
|---|---|
|
G00 |
Định vị dao nhanh |
|
G01 |
Nội suy đường thẳng với lượng ăn dao F |
|
G02 |
Nội suy cung tròn theo chiều kim đồng hồ |
|
G03 |
Nội suy cung tròn ngược chiều kim đồng hồ |
|
G04 |
Thời gian dừng cuối hành trình |
|
G15 |
Hủy chế độ nội suy theo tọa độ cực |
|
G16 |
Chế độ nội suy theo tọa độ cực |
|
G17 |
Chọn mặt phẳng gia công XY |
|
G18 |
Chọn mặt phẳng gia công XZ |
|
G19 |
Chọn mặt phẳng gia công YZ |
|
G20 |
Hệ inch |
|
G21 |
Hệ Milimet |
|
G28 |
Gọi dụng cụ về điểm chuẩn R |
|
G30 |
Trở về điểm chuẩn thứ 2, 3, 4 |
|
G37 |
Bù trừ dao tự động theo Z |
|
G40 |
Hủy bù trừ bán kính mũi dao |
|
G41 |
Bù trừ bán kính mũi dao bên trái |
|
G42 |
Bù trừ bán kính mũi dao bên phải |
|
G43 |
Bù trừ chiều dài dao dương |
|
G44 |
Bù trừ chiều dài dao âm |
|
G49 |
Hủy bù trừ chiều dài dao |
|
G50 |
Hủy khuyếch đại đường chuyển dao |
|
G51 |
Khuyếch đại đường chạy dao |
|
G52 |
Thiết lập hệ tọa độ phôi cục bộ |
|
G53 |
Thiết lập hệ tọa độ máy |
|
G54 – G59 |
Thiết lập hệ tọa độ phôi từ thứ 1 đến thứ 6 |
|
G60 |
Định vị nhanh dụng cụ theo 1 hướng |
|
G61 |
Chế độ dừng chính xác |
|
G62 |
Tự động giảm tốc tại góc nhọn giữa 2 đường |
|
G63 |
Chế độ taro bình thường |
|
G65 |
Gọi chương trình macro |
|
G66 |
Gọi chương trình macro modal |
|
G67 |
Hủy gọi chương trình macro modal |
|
G68 |
Xoay hệ tọa độ |
|
G73 |
Chu trình khoan bẻ phôi |
|
G74 |
Chu trình taro ren trái |
|
G76 |
Chu trình doa tinh lỗ |
|
G80 |
Hủy chu trình khoan lỗ |
|
G81 |
Chu trình khoan mồi |
|
G82 |
Chu trình khoan có thời gian dừng ở đáy lỗ |
|
G83 |
Chu trình khoan sâu |
|
G84 |
Chu trình taro ren phải |
|
G85 |
Chu trình doa lỗ và lùi dao ra với với tốc độ tiến dao F |
|
G86 |
Chu trình doa lỗ và lùi dao nhanh ra ngoài mà trục chính ngưng quay |
|
G87 |
Chu trình doa mặt sau lỗ |
|
G88 |
Chu trình doa lùi dao bằng tay |
|
G89 |
Chu trình doa có dừng ở đáy lỗ |
|
G90 |
Lập trình tuyệt đối |
|
G91 |
Lập trình tương đối |
|
G92 |
Thiết lập góc tọa độ từ vị trí hiện tại của dụng cụ |
|
G94 |
Đơn vị ăn dao trên phút |
|
G95 |
Đơn vị ăn dao trên vòng |
|
G96 |
Tốc độ cắt mặt không đổi (met/phút) |
|
G97 |
Hủy tốc độ cắt mặt không đổi (vòng/phút) |
|
G98 |
Lùi dao đến cao độ xuất phát trong các chu trình gia công lỗ |
|
G99 |
Lùi dao đến cao độ an toàn R trong các chu trình gia công lỗ |

