


Danh mục bài viết
Các mã lệnh G-Code trong máy phay CNC
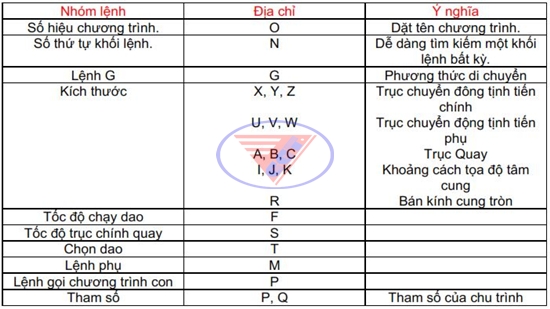
Mã lệnh G-Code trong máy phay CNC có 02 nhóm lệnh chính là nhóm lệnh G & lệnh M.
Nhóm lệnh G
– Là lệnh quy định sự dịnh chuyển (Geometric Function).
– Là lệnh quy định chế độ làm việc của máy
– Lệnh G được mã hóa từ G00 cho đến G99, mỗi lệnh có các chức năng và yêu cầu riêng.
Nhóm lệnh M.
– Là lệnh quy định các chức năng phụ như bắt đầu, dừng, kết thúc, tắt mở một vài chức năng khác như bơm nước, trục chính v.v…
– Lệnh M được mã hóa từ M00 cho đến M99, mỗi lệnh có các chức năng và yêu cầu riêng.
– Với Mach3 còn cho phép chúng ta mở rộng thêm rất nhiều lệnh M khác. Mỗi lệnh M tạo thêm trong Mach3 là một tập lệnh VB (còn được gọi là marco ).
Các mã lệnh G-Code trong máy phay CNC
Các mã lệnh G trong máy phay CNC
G90: Lập trình theo tọa độ tuyệt đối, lấy tọa độ so với điểm chuẩn đã chọn.
G91: Lập trình theo tọa độ tương đối, lấy tọa độ so với điểm phía trước.
G28: lùi dao về tham chiếu G91G28Z0;
G54: Lưu gốc tọa độ phôi
G00: Lệnh chạy dao nhanh không cắt gọt
G01: dùng để điều khiển dao dịch chuyển theo đường thằng, có cắt gọt.
G02: điều khiển dụng cụ di chuyển theo cung tròn cùng chiều kim đồng hồ.
G03: điều khiển dụng cụ di chuyển theo cung tròn ngược chiều kim đồng hồ.
G04 lập trình với thời gian dừng ở cuối hành trình
G15, G16 lập trình trong hệ tọa độ cực, thông qua bán kính và góc xoay, G16 (khởi động hệ tọa độ cực), G15 (hủy lập trình tọa độ cực).
G40, G41, G42 Bù trừ bán kính dao, hay offset dao, dùng để cắt đúng biên dạng chi tiết gia công để không lẹm vào chi tiết.
G41: Bù trừ dao bên trái
G42: Bù trừ dao bên phải
G40: Hủy bù trừ dao.
G43, G49 Bù trừ chiều dài dao, mỗi dao có chiều dài khác nhau, vì vậy ta dùng bù trừ chiều dài dao tại một điểm để dễ gia công.
G43 Thiết lập bù trừ chiều dài dao
G49 Lệnh hủy bù trừ chiều dài dao
G50, G51 Dùng để phóng to và thu nhỏ đường dịch chỉnh của dao
G51 Thiết lập lệnh phóng to, thu nhỏ.
G50 Lệnh hủy phóng to, thu nhỏ.
G68, G69 Lệnh xoay tọa độ
G68 Thiết lập xoay tọa độ
G69 Hủy xoay tọa độ
G83, G73 chu trình khoan lỗ
G83 dùng để khoan lỗ sâu, hay khoan mồi. Quá trình khoan: dao sẽ di chuyển đến cách bề mặt gia công một khoảng R , từ cao độ R sẽ khoang xuống 1 lượng Q, sau đó lùi về vị trí R để thoát phoi, sau đó di chuyển xún cách mặt vừa gia công 1 khoảng d, rồi gia công tiếp, cứ thế cho đến hết lỗ, giá trị d được thiết lập bởi tham sô No532.
G73 Chu trình khoan lỗ có bẻ phôi, cũng giống như G83 nhưng khác ở chỗ sau khi khoan nó sẽ ko lùi dao về vị trí cắt mặt khoảng R mà lùi về cách bề mặt đang gia công một đoạn d rồi gia công tiếp.
G81 Chu trinh khoét hay doa lỗ không dừng ở cuối hành trình
G82 Chu trình doa lỗ có dừng ở cuối hành trình
G84, G74 Chu trình taro ren
G84 Chu trình taro ren phải.
G74 chu trình taro ren trái.
G85, G86 chu trình doa lỗ.
G85 dùng để doa tinh lỗ, đặc điểm là dụng cụ đi từ điểm an toàn R đến cao độ Z, và từ cao độ Z về lại khoảng an toàn R với cùng một lượng ăn dao F.
G86 đặc điểm: khi dụng cụ đến cao độ Z thì trục chính ngừng quay và quay về cao độ R.
G76 Chu trình doa lỗ tinh
Xem thêm: mã lệnh M trong máy tiện CNC
Các mã lệnh M trong máy phay CNC
M00 – Tạm dừng chương trình
M01 – Tạm dừng chương trình có lựa chọn
M02,M30 – kết thúc chương trình, quay lại đầu chương trình
M03 – Trục chính quay thuận
M04 – Trục chính quay ngược
M05 – Dừng quay trục chính
M08 – Bật tước nguội
M09 – Tắt tưới nguội
M10 – Đóng thủy lực với máy tiện là chấu cặp (máy FEELLER hệ fanuc series oi-MD)
M11 – Mở thủy lực máy tiện là chấu cặp ( máy FEELLER hệ fanuc series oi-MD)
M12 – Đóng thủy lực máy tiện là chấu cặp ( GSK 945, STK T200… )
M13 – Mở thủy lực máy tiện là chấu cặp( GSK 945, STK T200… ) (Đối với máy Feeler hệ fanuc series -oi MD thì M12 và M13 là lệnh đóng mở thủy lực của ụ động )
M32 – Bật động cơ bơm dầu
M33 – Tắt động cơ bơm dầu
M97 – Đếm số chi tiết
M98 – Gọi chương trình phụ
M99 – Kết thúc chương trình phụ, tiếp tục gia công theo chương trình chính
Xem thêm: máy phay ngang
