


Danh mục bài viết
Phương pháp khoan lỗ và gia công lỗ sâu
Các kỹ thuật gia công như: taro, khoan, khoét, doa là những phương pháp gia công lỗ với những đặc điểm và khả năng công nghệ khác nhau nên ứng dụng vào những phạm vi cũng như chất lượng gia công bề mặt cũng khác nhau. Tùy thuộc vào vật liệu phoi, kích thước, hình dạng, dụng cụ cắt gọt và các yêu cầu kỹ thuật bổ sung rồi từ đó quyết định đến phương pháp gia công.
Phương pháp gia công lỗ và phương thức gia công
Phương pháp doa
Doa là các phương pháp gia công tinh các lỗ sau khi khoan, hoặc sau khi khoan doa, tiện với đặc điểm là bề mặt gia công trùng với bề mặt định vị của dao nên không sửa được sai lệch về vị trí tương quan do các nguyên công trước để lại.
Phương pháp Khoét
Khoét là phương pháp gia công mở rộng lỗ trên các loại máy như máy khoan, máy tiện, máy khoan hoặc máy doa.
Phương pháp Khoan
Khoan là phương pháp tạo lỗ từ phôi nguyên khối và có khả năng tạo lỗ có đường kính từ 0.1 – 80mm, phổi biến nhất là tạo lỗ có đường kính < 35mm bằng các mũi khoan chuyên dụng như: mũi khoan chuôi côn, mũi khoan thường, mũi khoan có lỗ làm mát, mũi khoan tâm,…
Phương pháp Taro
Taro là phương pháp gia công ren lỗ tiêu chuẩn và gia công ren chủ yếu với đường kính trung bình: mũi taro phi 3.0 đến 20.0

phương pháp khoan lỗ và gia công lỗ sâu
Phương thức gia công lỗ trên máy phay CNC
Gia công lỗ trên máy phay CNC khá phong phú. Từ việc có thể dùng dao phay ngón để tạo lỗ tới việc doa lỗ và móc lỗ ngay triên máy phay. Thay vì phải tạo lỗ trên các máy khác, tạo lỗ bằng việc phay rất thuận tiện cho quá trình gia công, có thể tạo lỗ tại mọi tọa độ trên bề mặt gia công với đô chính xác tương đối cao khoảng 0.01. Tuy nhiên, với các lỗ sâu trên 30 mm thì việc gia công lỗ bằng việc chạy contour là không thuận lợi do lỗ có thể bị côn, với những máy mà nội suy không tốt thì sẽ bị méo lỗ. Với các lỗ tiêu chuẩn thì có thể dùng doa, vừa nhanh vừa chính xác và bề mặt đẹp. Nhưng với các lỗ không tiêu chuẩn thì việc sử dụng dao móc lỗ tăng chỉnh đường kính là giải pháp tốt.
Khi sử dụng gia công lỗ bằng dao móc lỗ trên máy cnc sẽ có những ưu nhược điểm sau:
Ưu điểm : có thể tạo lỗ tinh tại mọi vị trí tọa độ, có thể gia công được những lỗ sâu mà ít bị côn hơn, đường kính lỗ linh hoạt, điều chỉnh đường kính lỗ đơn giản bằng việc điều chỉnh đường kính mũi dao móc. độ chính xác có thể kiểm soát tới 0.01. Giá thành một bộ dao móc lỗ tương đối rẻ, đường kính có thể móc được lớn. Hiệu quả kinh tế cao do chip dao có thể được thay thế.
Nhược điểm : chỉ dùng để móc lỗ tinh, công đoạn cuối cùng.
phương pháp khoan lỗ và gia công lỗ sâu
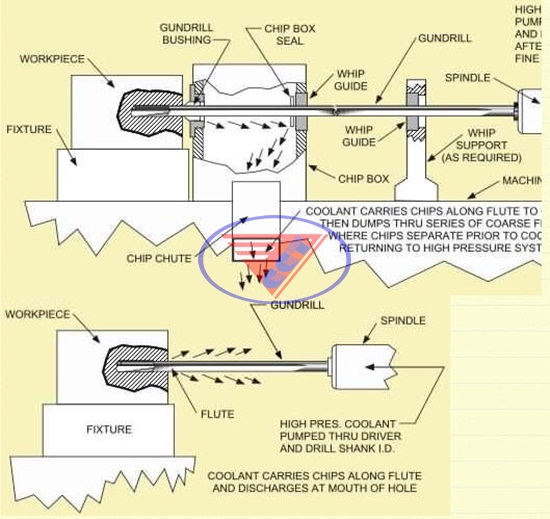
Các phương pháp gia công lỗ sâu
Gia công cắt gọt là phương pháp được sử dụng phổ biến hơn cả. Lỗ sâu được tạo thành từ phôi thanh bằng các phương pháp khoan sâu để cắt đi phần kim loại dư. Để gia công lỗ sâu chính xác, tùy theo phôi có dạng trục đặc hay trục rỗng mà những nguyên công cơ bản phải tiến hành là: khoan, khoét thô, khoét tinh và các nguyên công gia công lần cuối như: khoét mỏng, doa, mài khôn, đánh bóng, trượt ép, lăn ép…
Gia công điện hóa là dựa trên nguyên lý ăn mòn điện cực dương trong dung dịch điện phân khi có dòng điện đi qua. Phương pháp này ít dùng do trang bị công nghệ phức tạp, khó sử dụng, chủ yếu để gia công vật liệu khó gia công và có chiều sâu không lớn.
Gia công biến dạng dẻo thực chất đây là quá trình rèn khuôn, dựa trên cơ sở biến dạng dẻo của kim loại, kim loại được gia nhiệt đến nhiệt độ rèn, sau đó dàn đều kim loại trên lõi bằng rèn, đạt yêu cầu kỹ thuật cao. Phương pháp này chủ yếu áp dụng cho các lỗ có đường kính không lớn cho độ chính xác cao nhưng yêu cầu trang bị công nghệ phức tạp.

